Three Operators, One Machine: Why Auto Insertion Outperforms Manual THT Assembly on Cost and Quality
Three Operators, One Machine: Why Auto Insertion Outperforms Manual THT Assembly on Cost and Quality
A single S4000 Axial Auto Insertion Machine places components at 20,000 CPH. One experienced THT operator, working at a comfortable steady pace, inserts 400 to 600 components per hour.
That is a 33x to 50x gap in throughput per station. But the real difference is not in speed alone — it is in how that speed interacts with quality consistency, shift stability, and total cost per board.
This article provides a framework for evaluating whether your current manual THT operation has crossed the economic threshold where auto insertion delivers a clear cost and quality advantage.
The Problem: Manual THT Costs That Go Beyond the Hourly Wage
Most factory cost models for manual THT insertion count only the operator's salary and benefits. In the Pearl River Delta region, an experienced THT assembler in 2025-2026 typically earns a monthly package of RMB 5,500 to 7,500 including social insurance and housing fund contributions. For a 7-operator line running two shifts, the direct labor cost is approximately RMB 80,000 to 100,000 per month.
The unmeasured costs start above that baseline.
First: defect-related rework. Manual insertion produces a 2-5% defect rate in typical EMS environments — missing components, floating high, reverse polarity for polarized parts, and bent leads that skip the PCB hole. Each defect requires visual inspection during Wave Soldering prep, manual touch-up at a repair station, or board scrapping when the defect is caught too late. A 3% defect rate on a 100-component THT PCB means three corrections per board. Over 10,000 boards, that is 30,000 repair operations.
Second: operator skill variance across shifts. The morning shift's best operator may insert at 600 CPH with a 1.5% defect rate. The night shift's newest hire may run at 350 CPH with a 4.5% defect rate. This variance forces line supervisors to plan for the worst operator, not the best, creating systematic overstaffing. Most lines carry one to two extra operators precisely to buffer against this inconsistency.
Third: training and turnover. Skilled THT assemblers are increasingly difficult to hire in Shenzhen's manufacturing labor market. Training a new operator to acceptable speed and quality takes four to eight weeks. During that period, their output is below target and their defect rate is above average. Annual operator turnover rates at EMS factories in the region range between 30-60% for THT positions — meaning the line is permanently carrying one or two operators in the learning curve.
When these three categories are added to the base salary cost, the effective per-component cost of manual insertion is substantially higher than what appears in the labor budget.
The Solution: How Auto Insertion Changes the Equation
Auto insertion machines replace the manual insertion station with a servo-driven mechanical process that runs at 13,000 to 22,000 CPH depending on component type. The components are fed from tape reels or trays, positioned by vision alignment at +/- 0.01mm accuracy, inserted through the PCB, and clinched on the underside — all without operator intervention.
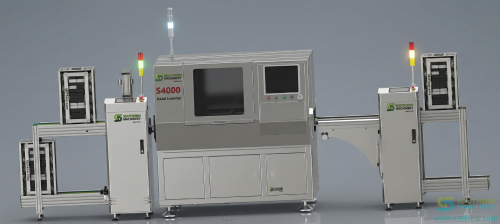
S4000 Axial Auto Insertion Machine — 20,000 CPH
A single machine handles the work of 20 to 40 manual assemblers in terms of placement speed. But the staffing model is even more favorable: one operator can manage three to four auto insertion machines simultaneously, loading Feeder tapes, clearing jams, and monitoring the vision system display. This changes the labor ratio from 7-10 operators per line to one operator per three to four machines.
Three Southern Machinery models illustrate the range of available automation:
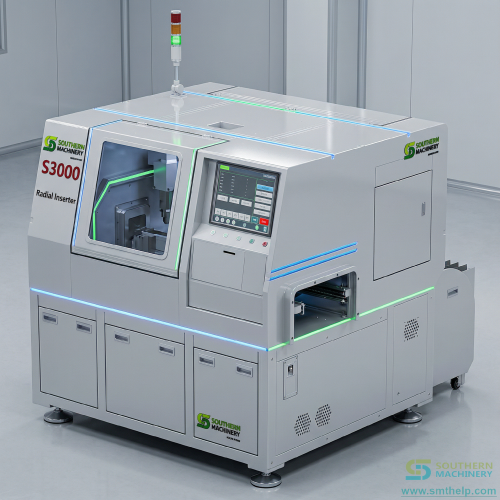
S-3010B Radial Insertion Machine — 13,000 CPH actual
The S4000 Axial Auto Insertion Machine runs at 20,000 CPH and is designed for high-volume axial components — resistors, diodes, and jumper wires. It suits power supply and LED lighting PCBs that carry 60-120 axial components per board. The S-3010B Radial Insertion Machine (offline variant) handles radial components such as capacitors, transistors, and LEDs, with 22,000 CPH theoretical speed and 13,000 CPH achievable in production environments. Its four-span capability (2.5/5.0/7.5/10.0 mm lead spacing) covers the most common radial component sizes without tooling changeover. For non-standard components — transformers, connectors, relays, and other odd-form parts — the S-70LD Odd Form Insertion Machine uses vision-guided placement to automate what remains the most labor-intensive segment of a THT line.

S4000 Axial, S3000 Radial, and Odd Form Insertion Machines in line
These machines share a common operational logic: the insertion head uses force detection to confirm each component seats correctly, vision alignment to adjust for PCB positional tolerances, and servo-driven clinch control to secure the leads at a controlled angle before Wave Soldering.
The rework rate for auto insertion is consistently below 0.5%, compared to 2-5% for manual assembly. For a factory building 50,000 boards per month with 80 THT components each, reducing rework from 3% to 0.5% eliminates 100,000 repair operations per month.
Where This Applies — and Where Manual Still Makes Sense
Auto insertion delivers the strongest return on mixed-component THT boards with 30 or more axial or radial components per PCB. The industries where this profile is most common — power supply manufacturing, LED lighting, appliance control boards, automotive electronic modules — are the same industries that make up the majority of EMS production in the Pearl River Delta region.
The economic case weakens for low total volume. A factory running 500 boards per month with 15 THT components each may find that machine setup time and Feeder loading overhead exceed any labor savings. The approximate crossover point, based on observed factory data, is in the range of 8,000 to 15,000 boards per month for boards carrying 40-80 axial components — though the exact threshold depends on local labor costs, shift structure, and board complexity.
Manual insertion also remains practical for boards where the only THT components are large odd-form parts — transformers, terminal blocks, connectors — that do not conform to standard radial or axial packaging. In these cases, a single manual station for the three to five odd-form components can coexist with an auto insertion machine handling the 40-60 standard components.
From a retrofit perspective, adding an auto insertion machine to an existing THT line does not require replacing the Wave Soldering system or PCB Conveyors. The insertion machine sits upstream of the Wave Soldering station and integrates with standard SMEMA signaling.
The Five-Minute THT Staffing Audit
Here is a simple calculation to determine whether your line is past the crossover point.
Count the number of THT operators on a single line across all shifts, including floaters and trainees. Multiply this number by the annual fully-loaded cost per operator (salary, benefits, training amortization, and a 40% adder for turnover-related inefficiency). This is your annual manual THT labor cost.
Divide this number by the effective output of an auto insertion machine: for an S4000 running at 20,000 CPH with 80% uptime across two shifts, the annual placement capacity is roughly 64 million components. Compare this to your line's annual THT component volume — total boards per year multiplied by THT components per board. If your volume reaches 10-20% of the machine's capacity, the investment case is worth building in detail.
Download the Companion Worksheet Download THT Auto Insertion ROI Worksheet
For a factory running 100,000 boards per year with 60 THT components each — a total of 6 million components — the manual labor requirement at 500 CPH per operator is approximately 12,000 operator-hours per year, or six full-time operators per shift. The same volume requires one auto insertion machine and one operator per shift.