One Operator, Four Machines: How Auto Insertion Restructures Your THT Line
One Operator, Four Machines: How Auto Insertion Restructures Your THT Line
Your SMT section probably runs at an operator-to-machine ratio of 1:3 or even 1:4. One person monitors three Pick and Place machines, restocks Feeders, checks SPI and AOI results, and handles minor stoppages. That ratio is considered normal in most PCB Assembly factories.
Now walk over to the THT side of the same line.
One machine, one operator. Sometimes two operators per station if the PCB has mixed component types. The THT section often absorbs 60-70% of the total manual labor on a hybrid SMT+THT line, even though it handles fewer components per board. The contrast is stark enough to ask: why does the same factory tolerate two completely different labor models for two sections of the same production line?
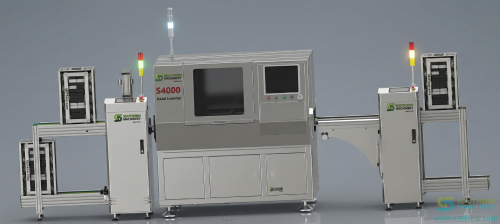
S4000 Axial Insertion Machine — 20,000 CPH for resistors, diodes, and standard axial components
The Real Cost of 1:1 in THT
The economics of a 1:1 operator-to-machine ratio in THT become visible when you look beyond the hourly wage. For a mid-volume EMS factory running two shifts with eight THT insertion stations, the direct costs include wages for 16 operators per day, training time of 2-4 weeks per new hire, and turnover that cycles 30-50% of the team every year in the Pearl River Delta labor market.
From observation across multiple factory audits, the THT section's hidden cost is rarely machine downtime. It is the rework loop: manual insertion errors — missing components, reversed polarity, floating leads — that travel downstream into Wave Soldering and return as touch-up work.
How One Operator Manages Four Machines
A single operator managing four auto insertion machines requires a specific configuration: machines grouped by component type, sharing a centralized Feeder area, with a control system providing a single dashboard.
Axial insertion — such as the S4000 (20,000 CPH) — handles resistors, diodes, and axial-lead parts. These components are high-volume and uniform across most PCB variants.
Radial insertion — such as the S-3010B (22,000/13,000 CPH) — handles capacitors, transistors, and LEDs. It supports four span options (2.5/5.0/7.5/10.0mm) with machine vision calibration.
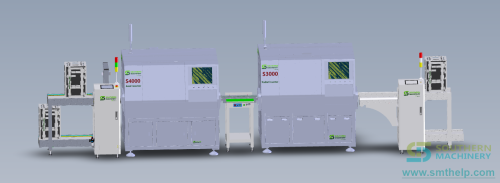
S4000 Axial and S3000 Radial Insertion machines in a shared line configuration
Odd-form insertion — such as the S-70LD — handles transformers, relays, connectors, and other non-standard components with vision-guided placement.
The fourth machine can be a second axial or radial unit. These four machines share a common workstation within a 4-5 meter span.
Where the Math Works
The 1:4 ratio is achievable with stable product families and batch sizes above 500 boards per run. The ratio compresses when the product mix is highly variable. In those cases, 1:2 or 1:3 is the realistic target — any improvement over 1:1 is a direct reduction in labor cost per board.
The Economic Logic
Eight manual stations running two shifts means 16 operators. Four auto insertion machines running the same two shifts means 4 operators plus 1 material handler. The equipment investment is typically recovered within 12-24 months.
5-Minute THT Staffing Audit
What ratio can your specific line achieve? With operator count, machine count, batch size, and component mix, you can estimate your target.
Download the THT Staffing Audit Worksheet Excel spreadsheet with input fields, auto-calculations, and scenario comparison Download THT Staffing Audit Worksheet (XLSX)
The gap between 1:1 and 1:4 represents a structural change — shifting the THT section from labor-dependent to automation-driven — without replacing the entire line.
Southern Machinery | Your Smart EMS Factory Partner