One Operator, Four Machines: The Staffing Math Behind THT Auto Insertion
One Operator, Four Machines: The Staffing Math Behind THT Auto Insertion
Walk into a typical THT assembly line today, and you will see the same scene: one operator per station, placing components by hand into a PCB at 300 to 800 components per hour. Multiply that across 8 to 12 stations per line, across two or three shifts, and the headcount adds up fast.
Now consider an alternative: one operator monitoring four auto insertion machines, each running at 13,000 to 20,000 CPH. Combined throughput of 52,000 to 80,000+ components per hour depending on the machine mix. Staffing ratio: one person instead of eight to twelve.
This is not a theoretical ideal. It is the actual staffing ratio that THT auto insertion makes possible in production environments today. Yet many factory managers continue to budget one operator per auto insertion machine, missing the leverage that automation provides.
The difference is not incremental. It is structural.
What Manual THT Insertion Actually Costs
Before calculating the staffing math of automation, it helps to establish the baseline. The visible cost of manual THT insertion is straightforward: operator wages, social insurance, shift differential, training. For a 10-station line running three shifts in the Pearl River Delta, that typically runs at 30 operators per day.
The less visible costs accumulate quietly:
Rework rates. Manual THT insertion typically generates 2 to 5 percent defective assemblies — missing components, polarity errors, bent leads, incomplete seating. Each defective board must be manually inspected, desoldered, reworked, and re-tested. Industry estimates place the cost of reworking a single THT board at 3 to 8 times the cost of inserting it correctly the first time.
Quality inconsistency. The 8th hour of a shift produces different results from the 2nd hour. New operators produce different results from experienced ones. When quality depends on individual concentration, it fluctuates with fatigue, shift changes, and turnover.
Turnover and training. Skilled THT assemblers are increasingly difficult to find and retain. Training a new operator to consistent production speed takes 4 to 8 weeks. During that period, throughput drops and defect rates rise.
Shift coverage. To maintain two-shift or three-shift production, each station requires at least 1.5 to 2 operators for coverage (including break relief, sick leave, and turnover gaps). The effective cost per station is higher than the posted wage rate.
When these hidden costs are added, the effective cost of manual THT insertion is significantly higher than the operators' salaries on the P&L.
How Auto Insertion Changes the Staffing Model
The staffing logic of auto insertion follows a different principle. With manual assembly, one operator produces one unit of output at one station. With auto insertion, one operator supervises a bank of machines, and each machine produces independently.
S4000 Axial Auto Insertion Machine — 20,000 CPH
Consider two machines from Southern Machinery's product line that illustrate the range:
The S4000 Axial Auto Insertion Machine handles axial lead components — resistors, diodes, and jumper wires — at 20,000 CPH. One machine delivers the equivalent throughput of 25 to nearly 70 manual operators, depending on component mix and board design.
The S-3010B Radial Insertion Machine handles radial components — capacitors, transistors, LEDs — at 13,000 CPH actual throughput (22,000 CPH theoretical). It supports four span settings (2.5, 5.0, 7.5, and 10.0mm), handles PCB sizes up to 400x400mm, and uses machine vision for coordinate correction.
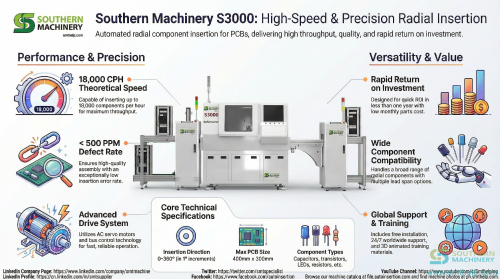
S3000 Radial Insertion Machine with loader
For boards that mix standard and non-standard components, manufacturers can add a machine such as the S-70LD Odd Form Insertion Machine, which is purpose-built for components that do not conform to standard axial or radial packaging — transformers, relays, connectors, and terminal blocks. Vision-guided insertion handles the positioning variability that manual operators previously managed by eye.

Combined S4000 Axial + S3000 Radial + S7000 Odd-Form Insertion Line
The key staffing insight is that one operator can comfortably manage four machines because the operator's role shifts from performing the insertion to supporting the process. The operator's tasks become:
- Loading component reels and trays into Feeders
- Responding to machine alerts (empty Feeder, component jams, quality flags)
- Performing quick changeovers between product runs
- Checking sample boards for insertion quality
- Managing the flow of PCBs to and from the Wave Soldering line
Each of these tasks takes seconds or minutes per machine. The machines handle the actual insertion continuously while the operator moves between them. This is fundamentally different from manual assembly, where the operator must be present at the station for every component on every board.
Applied to the earlier 10-station line example: replacing 10 manual stations with 4 auto insertion machines (e.g., two S4000 for axial components, one S-3010B for radial, one S-70LD for odd-form) means the line runs with 1 operator instead of 10 per shift. Across three shifts: 3 operators instead of 30.
When This Ratio Works — and When It Does Not
The 1:4 operator-to-machine staffing ratio applies under specific conditions. Understanding these boundaries prevents over-investment and under-estimation.
Best conditions for the full ratio:
- High-volume production with limited product variants (fewer than 10 changeovers per shift)
- Boards dominated by standard axial or radial components (80%+ standard THT parts)
- Well-established component packaging (tape-and-reel, consistent lead dimensions)
- Two-shift or three-shift operation (the fixed operator cost is spread across more production hours)
Conditions that require more operators:
- High-mix, low-volume production with frequent changeovers
- Boards with high odd-form component density
- Prototype or pre-production runs
- Lines without basic material-handling support
The retrofit pathway. Not every factory needs to switch from 10 stations to 4 machines in one step. A common approach is to start with one machine on the highest-volume component type, measure the reduction in defects, then add machines incrementally. Because auto insertion machines interface with existing Wave Soldering and board-handling equipment through standard SMEMA protocols, there is no need to replace the entire line at once.
The 5-Minute Staffing Audit
Here is a simple exercise that takes five minutes and uses data you already have.
Step 1 — Find your current throughput. Count operators per shift, shifts per day, and average CPH per operator.
Step 2 — Calculate total daily output: operators per shift x shifts per day x CPH per operator x hours per shift.
Step 3 — Calculate the auto insertion alternative: daily placements / (machine CPH x 4 machines) = operators needed per shift.
Step 4 — Calculate the gap: current operators minus auto insertion operators = headcount saving.
Step 5 — Verify with a machine trial on your highest-volume board.
Pre-built XLSX spreadsheet with formulas. Enter your operator count, CPH, shifts, and labor cost — the payback period calculates automatically.
Download Staffing Audit Calculator (XLSX)