When Manual THT Insertion Costs More Than You Think: A Framework for Line Auditors
When Manual THT Insertion Costs More Than You Think: A Framework for Line Auditors
Most operations directors can quote their SMT Pick and Place CPH within 5 percent. They track Feeder utilization, Nozzle replacement schedules, and AOI first-pass yield like a religion. But ask the same person what a single manual THT station actually costs per hour, and the answer is almost always the same: the operator's loaded wage rate multiplied by the number of bodies assigned. That number is wrong.
In our observation across dozens of EMS facilities, the gap between perceived THT labor cost and actual total cost routinely reaches a factor of two to three times. Three hidden cost buckets sit below the waterline, and until a line auditor systematically accounts for them, any decision about automation is being made on incomplete information.
The Three Hidden Cost Buckets
The first bucket is quality-driven rework. A manual THT operator inserts components at 200 to 600 components per hour, depending on part type and board density. At those speeds, insertion errors are inevitable. Bent leads, missing parts, polarity reversals, and components seated askew all flow downstream to Wave Soldering. At the wave, a bent lead becomes a cold joint. A polarity error becomes a functional failure at test. Many factories find that rework rates on hand-inserted THT boards range from 3 to 8 percent at first-pass test, and each rework cycle consumes operator time, Wave Soldering downtime, engineering review, and often a second AOI pass. The cost of that rework is rarely charged back to the THT insertion workcell in the cost model.
The second bucket is supervisory and line-balance overhead. Manual THT lines need a supervisor for every 6 to 12 operators to manage material presentation, quality spot-checks, and pace enforcement. That supervisor's salary, plus the overhead of training replacements for a role that historically sees 30 to 50 percent annual turnover, is real cost that belongs in the per-board calculation. Then there is line imbalance. When human operators insert at variable speeds, work accumulates at downstream stations. The fastest operator waits for the slowest. Buffer inventory grows. Over two or three shifts, this imbalance compounds into throughput loss that plant-floor metrics often fail to capture.
The third bucket is training churn and skill dependency. Manual THT insertion requires pattern recognition and muscle memory that takes weeks to develop. When an experienced operator leaves, defect rates temporarily climb by a factor that many factories observe at 2x to 4x for the first two to four weeks. Multiply that by a 40-person THT department turning over 15 to 20 people a year, and the hidden training cost across three shifts becomes a significant line item that no standard labor rate captures.
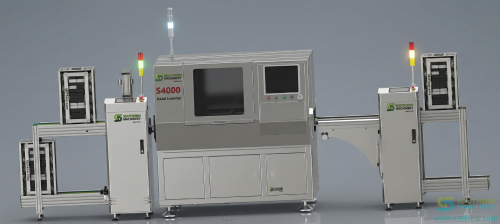
S4000 Axial Auto Insertion Machine — 20,000 CPH with 360 rotating table and EtherCAT control
Audits across facilities show a consistent pattern: when all three cost buckets are mapped back to the individual board, manual THT insertion often lands at two to three times the apparent cost per component. A component that looks like it costs $0.008 to insert based on labor alone may actually cost $0.018 to $0.025 when rework, supervision, imbalance, and training churn are factored in. On a production run of 10,000 boards carrying 80 THT components each, the delta becomes $8,000 to $13,600 per order.
This is where auto insertion machines enter the economic picture not as a technology upgrade but as a cost-structure correction.
How Auto Insertion Machines Address Each Cost Bucket
Modern axial and radial insertion machines address each of the three cost buckets directly. On the rework front, a machine such as Southern Machinery's S4000 Axial Auto Insertion Machine applies force detection during insertion. If a lead encounters resistance from a bent lead or a clogged barrel, the machine flags that component in real time. Vision-guided centering confirms component orientation before every placement, eliminating polarity errors at the source. The S4000's 360-degree rotating table and up to 100 stations mean that component changeover is handled by the machine's inventory rather than by an operator walking to a bin. The result is that the 3 to 8 percent rework rate typical of manual lines drops to well under 1 percent on the inserted joints themselves.
On the line-balance and supervisory overhead front, consistent CPH output removes the variability that causes buffer buildup. The S4000 runs at 20,000 CPH; the S-3010B Radial Insertion Machine runs at 22,000 CPH. When throughput is known and repeatable, line balancing becomes a calculation rather than a daily firefight. One operator can oversee multiple machines, typically three to five units, which collapses the supervisory ratio. The EtherCAT backbone on the S4000 and its MES-ready interface mean that production data flows directly to the factory's scheduling and analytics systems, eliminating clipboard-and-spreadsheet reporting.
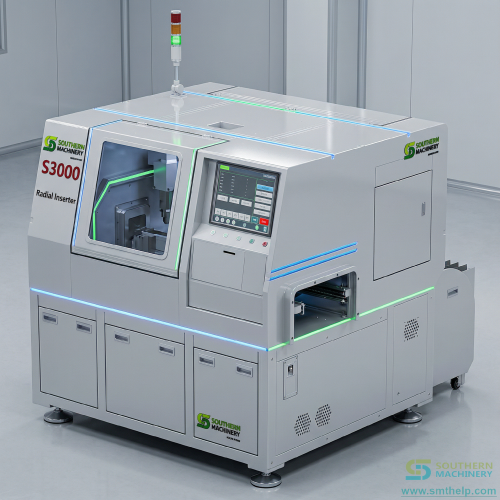
S-3010B Radial Insertion Machine — 22,000 CPH with single/dual/triple/quad-span variants
For odd-form components such as transformers, connectors, and relays that are too large or irregularly shaped for standard Feeders, the S-70LD Odd Form Insertion Machine fills the gap. These components are disproportionately represented in manual-insertion rework logs because their weight and asymmetry make them difficult to hand-place consistently.
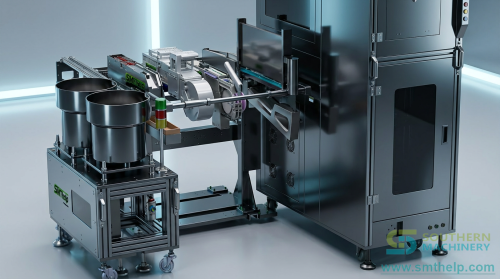
Customized Feeder for Odd Form components — widely used with the S-70LD for transformers and connectors
From field observation, one mid-volume EMS factory that transitioned a 12-station manual THT line to a four-machine auto insertion cell saw their per-board THT cost drop by approximately 40 percent after the three hidden cost buckets were accounted for. The direct labor hours fell, but the bigger savings came from the near-elimination of Wave Soldering touch-up and the removal of a supervisor position per shift.
Important Context: Product Models as Examples
The machines named above — Southern Machinery's S4000, S-3010B, and S-70LD — are offered as illustrations of the category, not as prescriptive recommendations. Every factory's THT mix is different. An axial-dominant board will benefit from a high-CPH axial machine. A board carrying radial capacitors may be better served by a radial platform. The value lies in the category logic, not in any single model number.
When Auto Insertion Makes Sense and When It Does Not
Good candidates share several characteristics: production volumes above approximately 100 boards per run, a stable BOM that runs repeatedly, two to three shifts of operation to amortize the capital cost, and 50 or more THT components per board. Under these conditions, the payback period on an axial or radial insertion machine typically falls into a range that operations directors find compelling, often between 12 and 24 months depending on local wage rates.
Poor candidates tend to be the inverse: very low volumes under 50 boards per run, extreme variety with BOM changes between every batch, or boards with fewer than 10 to 15 THT components where setup time outweighs insertion time. In those environments, manual insertion or semi-automated benchtop tooling may remain the more economical path.
There is also a retrofit and incremental adoption path that many factories overlook. Rather than replacing an entire manual line at once, a facility can introduce a single auto insertion machine at the highest-defect station on the line. In many factories, that station is the odd-form bench where connectors and transformers sit. Adding one S-70LD at that point captures the largest quality benefit immediately, while the manual stations feeding it and downstream of it can be converted one by one as budgets allow. This modular approach spreads capital expenditure across multiple fiscal cycles and lets the line auditor validate the cost model against real factory data before committing to a full-line conversion. The retrofit logic is straightforward: a machine that eliminates 80 percent of the rework from a single station pays for itself through reduced Wave Soldering touch-up and test fallout alone, even before labor savings are factored in.
The THT Staffing Audit: A Practical Exercise
The framework above is useful only if it produces action. Here is a five-step exercise that line auditors and operations directors can run in a single afternoon.
First, count the manual THT insertion stations and the number of operators assigned per shift, across all shifts.
Second, pull first-pass test yield data for THT-dominant boards over the last three months. Identify every failure code traceable to an insertion defect: bent leads, missing components, wrong polarity, seated-height violations.
Third, estimate the cost per rework event. Include the operator time at touch-up, Wave Soldering downtime, any additional AOI or in-circuit test passes, and a proportional allocation of quality engineering time. Many factories find this number lands between $2 and $8 per reworked board depending on complexity.
Fourth, multiply the board volume by the defect rate by the cost per rework event. That is the annual rework cost attributable to manual THT insertion, and it almost always surprises the management team.
Fifth, add the supervisory overhead. Count the line leads and shift supervisors whose primary responsibility is managing the manual THT area. Allocate their fully loaded cost across the boards produced.
The sum of these numbers, divided by total THT components inserted per year, is the true cost per component that should inform any automation decision.
Plug in your own numbers to calculate the true cost of manual THT insertion vs. auto insertion
Download THT Staffing Audit Worksheet (XLSX)Manual THT insertion is not a problem to be solved; it is a variable to be measured correctly. Operations directors who run the audit exercise above tend to arrive at one of two conclusions: either their manual line is more efficient than the industry norm and deserves to stay, or the hidden costs have been quietly eroding margin for years. Either answer is actionable. The first step is to stop using wage rate as a proxy for insertion cost and start counting the three buckets that everyone else ignores.