One Operator, Four Machines: Why Auto Insertion Changes the THT Staffing Model
One Operator, Four Machines: Why Auto Insertion Changes the THT Staffing Model
The Metric That Gets Overlooked
When an operations manager evaluates whether to automate a THT line, two numbers dominate the conversation: machine CPH and machine price. The question is almost always framed as “Can this machine insert fast enough to replace my operators?”
This framing misses the most important shift that auto insertion brings. It is not about replacing one operator with one machine. It is about restructuring the entire staffing model around a very different ratio — one that changes how you think about headcount, line design, and cost per board.
The ratio worth examining is not machine speed versus human speed. It is operator-to-machine ratio.
What the Current Staffing Model Actually Costs
A typical manual DIP line in a power supply or LED lighting factory runs 7 to 10 inserters per shift, depending on board complexity. Each operator sits at a station, picks components from a tray, places them into a PCB, and hands the board downstream.
At 300 to 800 CPH per operator, a line of eight operators delivers roughly 2,400 to 6,400 components per hour — before fatigue, breaks, shift changes, and the afternoon dip in concentration. The real throughput, measured across an eight-hour shift, is often 20 to 30 percent lower than the theoretical peak.
The hidden costs accumulate beyond the hourly wage. Training a new operator to reach consistent insertion speed takes weeks. Turnover in many EMS factories means the line runs with one or two inexperienced inserters more often than production planners account for. And every misinsertion — wrong polarity, bent lead, missing component — travels downstream to the Wave Soldering station and becomes a rework event.
From field observation across several mid-volume THT lines, the most under-reported cost of manual insertion is not the operator wage. It is the cost of carrying excess headcount as insurance against throughput uncertainty. When you cannot predict how many boards a line will deliver on Thursday afternoon, you staff for Wednesday morning’s best case, and you pay for the buffer.
The Ratio That Changes the Calculation
Auto insertion changes the staffing model in a way that does not scale linearly with speed.
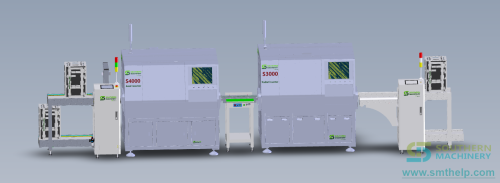
Consider a THT line running 100,000 axial resistors and 80,000 radial capacitors across a typical production day. A manual line would staff this with 8 to 12 operators across one or two shifts. The same line equipped with auto insertion machines can be managed by one operator per shift overseeing four machines.
This 1:4 ratio — one operator, four machines — is a structural shift. It does not come from any single machine being fast enough to replace ten people. It comes from the fact that auto insertion machines do not fatigue, do not vary in placement accuracy, and do not need breaks. Their throughput is predictable. The operator’s role changes from performing the work to supervising the process: loading feeders, clearing jams, and verifying quality through the machine’s vision system.
The speed range of modern auto insertion machines makes this possible. A radial insertion machine such as Southern Machinery’s S-3010B operates at approximately 22,000 CPH at theoretical peak, with typical production throughput around 13,000 CPH depending on board layout and component density. An axial machine such as the S4000 runs at 20,000 CPH with a 360-degree rotating table and EtherCAT-based control. These speeds are not directly comparable to manual insertion, because the comparison is not one-to-one. One machine handles the work of 10 to 15 operators depending on component type and board complexity.

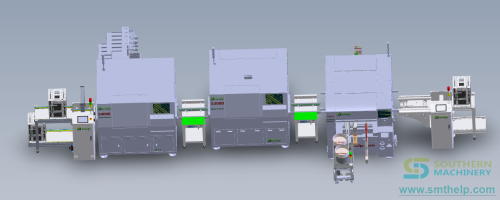
For odd-form components — transformers, connectors, relays, terminal blocks — insertion machines such as the S7020 handle the parts that cannot be fed from tape or tube. This is often the last area where manufacturers assume manual insertion is unavoidable. Vision-guided placement and programmable insertion parameters make it feasible for components that do not conform to standard packaging.
When the 1:4 Ratio Applies
The 1:4 ratio is not universal. It depends on several factors that manufacturers should evaluate before making a staffing decision.
First, component mix matters. If a PCB has 80 percent radial components and 20 percent axial, a single radial machine and a single axial machine may handle most of the component count, with the remaining odd-form parts going to a third machine. A line with 90 percent odd-form components would look different — fewer machines, but each requiring more operator attention for feeder setup and component verification.
Second, batch size and changeover frequency affect operator workload. A factory running high-mix, low-volume production with three changeovers per shift will need more operator time for feeder and program switching than a factory running the same board for three days straight. The 1:4 ratio assumes a certain level of production stability.
Third, line layout and SMEMA integration influence how many machines one operator can realistically monitor. If the insertion machines are spread across 30 meters of factory floor with no centralized HMI, the operator spends more time walking than supervising. A well-integrated line with consistent conveyor height, SMEMA handshake signals, and centralized control reduces the physical distance the operator must cover.
These are not obstacles to automation. They are design parameters that determine how to configure the line for the specific production environment. The same way a factory would not buy a Reflow Oven without knowing its board profile requirements, it should not buy an insertion machine without modeling the operator workload around the actual product mix.
The Retrofit Question
One concern that comes up in conversations with plant managers is whether adopting auto insertion requires replacing the entire THT line.
For factories with existing conveyor-based lines, auto insertion machines can be introduced incrementally. A single S4000 axial inserter can replace the manual axial insertion station without reconfiguring the rest of the line. The machine integrates with standard SMEMA signaling and can be added between existing conveyors or loaders.
This incremental approach changes the payback calculation. Instead of a capital investment for a full line replacement, the manufacturer can start with one or two machines on the highest-volume component types, measure the throughput improvement, and expand from there. From field observation, this is the approach that most frequently avoids the “we automated everything at once and lost three weeks of production” scenario.
A Five-Minute Staffing Audit
If you are evaluating whether auto insertion could change your THT line’s staffing model, here is a straightforward exercise that takes five minutes.
>> Download the THT Staffing Audit Worksheet << — an interactive calculator that does this math for you in under five minutes. Enter your line parameters, select a machine type, and the worksheet shows your annual savings and headcount reduction automatically.
Count the number of manual insertion stations on your most representative DIP line. Multiply by the average hourly cost per operator, including benefits, training amortization, and turnover buffer. Multiply by the number of shifts. This is your current per-shift insertion labor cost.
Now estimate the total CPH your line delivers. If you have not measured it, use 400 CPH per operator as a conservative baseline. Compare this to the published CPH of an axial or radial insertion machine. The ratio will tell you how many machines you would need to match your current output.
The question is not whether one machine can replace eight operators. It is: if one operator can manage four machines, how does the labor math change for your specific line?
Open the Staffing Audit Worksheet >><!--more-->