One Operator, Four Machines: Why Auto Insertion Changes the THT Staffing Model
One Operator, Four Machines: Why Auto Insertion Changes the THT Staffing Model
Most PCB assembly factories plan production capacity around headcount. When a THT line needs more output, the standard response is to add more operators to the workbench. At 300 to 800 CPH per person, a line running 1 million components per month needs 10 to 15 manual inserters per shift. Across three shifts, that is 30 to 45 people just for through-hole insertion.
This approach has worked for decades. But it has a structural problem that is becoming harder to ignore.
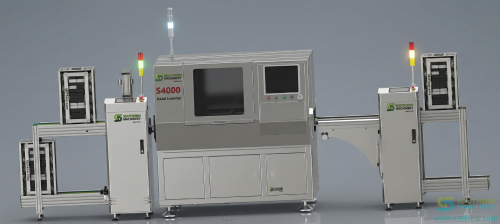
S4000 Axial Auto Insertion Machine at 20,000 CPH
The Hidden Cost of a Headcount-Based Model
Manual THT insertion has three costs that are easy to undercount.
First, direct labor. In manufacturing hubs like China and Southeast Asia, a single operator costs USD 400 to 800 per month. A THT insertion station with 10 operators costs USD 4,000 to 12,000 per month. Across three shifts, that is USD 12,000 to 36,000 — before any overhead.
Second, quality variability. Manual insertion rework rates typically range from 2 to 5 percent. Missed components, floating high, reverse insertion, and bent leads are common. Each defect travels downstream: through Wave Soldering, AOI inspection, manual rework, and retest. Industry estimates suggest each reworked board costs 3 to 10 times the cost of correct first-pass assembly.
Third, training and turnover. A new THT operator needs 2 to 4 weeks of supervised training before reaching consistent speed. In factories with seasonal demand spikes or high turnover, the effective throughput of the manual line is often lower than the payroll suggests.
The result is a paradox: increasing output by adding operators does not scale linearly. The management overhead, training pipeline, and quality variation grow faster than the throughput.
How Auto Insertion Changes the Throughput-to-Headcount Ratio
Auto insertion machines replace the manual workbench with a servo-driven mechanism that feeds, positions, inserts, and clinches through-hole components at speeds that no operator can match. The ratio changes from many operators per station to one operator managing multiple machines.
A single radial insertion machine — such as the S-3010B from Southern Machinery — handles capacitors, transistors, LEDs, and key switches at a practical throughput of 13,000 CPH (components per hour). That replaces 15 to 20 manual operators on a single shift. The machine supports four span settings (2.5, 5.0, 7.5, and 10.0 mm) and PCBs up to 400 by 400 mm, covering most common THT board sizes.
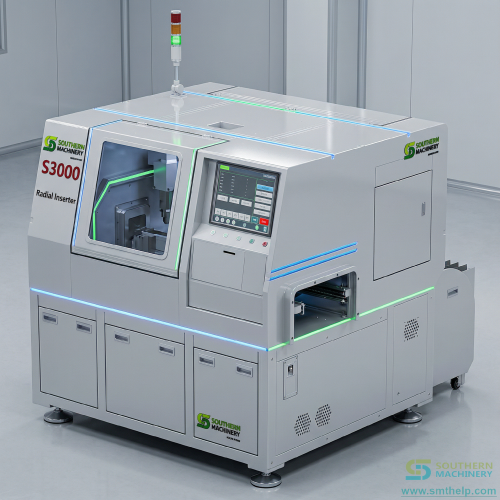
S-3010B Radial Insertion Machine — 13,000 CPH actual throughput, 4-span support
For axial components like resistors, diodes, and jumper wires, the S4000 axial insertion machine runs at 20,000 CPH with a 360-degree rotating worktable, EtherCAT bus communication, and MES-ready data integration. It is designed for high-volume applications in LED lighting and power supply PCB manufacturing.
Odd-form components — transformers, connectors, relays, coils, and terminal blocks — are the parts that many factories assume cannot be automated. The S-70LD odd-form insertion machine addresses this gap with vision-guided placement and programmable handling for non-standard components. In lines where odd-form parts represent 10 to 20 percent of the component count, this single machine can eliminate an entire manual DIP insertion station.
The real operational shift: one operator loads component reels, monitors machine status via the MES interface, and handles changeovers. Four machines running in parallel sustain output that previously required 30 to 40 operators across three shifts.

Integrated THT assembly line with auto insertion machines and board handling
When Auto Insertion Makes Sense
The clearest fit is medium-to-high volume THT lines with repeatable board designs and a stable product mix. A power supply factory running 50,000 boards per month, each with 20 to 30 through-hole components, will see the staffing ROI within months.
But the assumption that auto insertion only works for high-volume production deserves a closer look. The S-3010B is an offline machine — it does not need to be inline with the conveyor to operate. This reduces integration time and allows the machine to be moved between lines. Its four-span capability means that changing from a 5.0 mm capacitor to a 10.0 mm transformer spacing does not require a tooling change.
In high-mix, low-volume environments, the economic question is about setup frequency. If a line changes boards 3 to 4 times per shift, the changeover overhead eats into machine utilization. In this case, the decision is not manual versus automatic — it is about placing auto insertion on the high-volume SKUs and leaving low-volume or quick-turn boards on manual stations.
The Retrofit Question
A common concern from plant managers is whether auto insertion requires replacing the entire THT line. It does not. The insertion machine sits between the board loading station and the Wave Soldering machine. Existing conveyors, fluxers, preheaters, and solder pots remain in place. The machine communicates via SMEMA signaling (where available) or standard start-stop handshaking with the upstream and downstream equipment.
This retrofit logic is one of the most practical advantages. A factory can introduce one auto insertion machine on one line, measure the throughput and quality change over 90 days, and decide on expansion based on actual data rather than projected ROI estimates. The risk per machine is manageable, and the learning curve for maintenance and programming is short.
Five-Minute Staffing Audit
If your THT line runs more than 10 manual inserters per shift, the math is worth running.
Step 1: Count the number of manual THT operators per shift. Multiply by the number of shifts.
Step 2: Estimate average CPH per operator. A realistic range for mixed components is 400 to 700 CPH depending on board complexity and component type.
Step 3: Calculate total monthly throughput per operator: CPH x 8 hours x 22 working days x 60 minutes. Compare this against the typical throughput of a single radial or axial insertion machine (13,000 to 20,000 CPH).
Step 4: Factor in rework savings. A 2 to 5 percent manual rework rate means 2 to 5 boards per 100 require additional handling. Auto insertion machines with vision alignment and force detection reduce this rate significantly, though the exact improvement depends on board design and component quality.
Step 5: Calculate the headcount difference between a manual station and a machine-operated station. One operator managing 3 to 4 machines vs. 15 to 20 operators on manual workbenches.
For a structured template with reference CPH tables and a savings formula, see the THT Staffing Audit Worksheet. Enter your numbers and see the comparison mapped to your specific line conditions.
For a custom calculation that accounts for your product mix, shift structure, and local labor cost, reach out to Jason Wu at jasonwu@smthelp.com.